 |
校准入门手册
Omega白皮书
引言
如果不校准,先进的工业设备也不会有太大作用。通过校准,对一台设备 进行的调整可以确保它按预期工作,可以确保我们可以依靠该设备提供可预 见的、达到质量标准的精确结果。本白皮书由Omega提供,它解释了什么是 校准,为什么校准很重要,以及校准如何起作用。其中对NIST可溯源性进行 了定义和讨论,并且包括对基本校准的分步说明。本文还讨论了企业内部校 准与实验室校准,并介绍了主要校准设备类型。

什么是校准?
简言之,校准是对设备进行调整以使其达到厂商规格的过程。校准有时候也 可以定义为发布数据。这些数据包括报告或校准证书,它们向最终用户保证 产品符合规格并且还可能符合外部标准,例如国际标准化组织的标准。例 如,该组织的ISO 9001标准为行业设定了全球性规格。公司遵守这些标准, 以确保其产品和服务为供应商和客户所接受。校准的第二个定义称为认证更 恰当。
有设备需要校准的公司可能把该设备送到计量/校准实验室,在那里,技术娴 熟的技师使用自身必须达到严格校准要求的测量/测试仪器,将设备调整到符 正在用来校准OS533E-DM红外线温度计的 OMEGA BB702高性能黑体校准源。 于该仪表在应用中的工作效果如何。如果通过流 量计的液体能够磨蚀或腐蚀,仪表中的零部件可 能会在极短时间内损坏。在有利条件下,同一流 量计可能会持续工作数年而无需再校准。 然而,一般情况下,应该至少一年执行一次再校 准。当然,在重要应用中,再校准频率将更高 合规格或者确认设备已经符合规格。在工业过程中使用的全部或者 一部分组件都可以校准。例如,温度校准可能包括仅校准探头、仅 校准仪器或者校准与仪器连接的探头(系统校准)。

一般而言,校准设备或校准器的精度至少要比被校准设备高四倍。 通常,设备有一个校准范围,技师在此范围内的不同数据点检查规 格。正如Mike Cable在《校准:技师指南》中解释的那样,"校准 范围定义为‘限值之间测量、接收或传送数量的区域,该区域通过 声明范围下限值和上限值表示。’ 限值由零位值和范围值确定。零 位值该范围的下限。范围定义为范围上限值与范围下限值之间的代 数差。"
在校准过程中进行的调整必须要在某些公差范围内。这类公差表示 相对设备规定精度的极小的、容许偏差。
以在企业内部进行、由第三方实验室进行或者由厂商进行。再校准 频率因设备类型而异。例如,决定何时再校准一个流量计主要取决于该仪表在应用中的工作效果如何。如果通过流 量计的液体能够磨蚀或腐蚀,仪表中的零部件可 能会在极短时间内损坏。在有利条件下,同一流 量计可能会持续工作数年而无需再校准。
然而,一般情况下,应该至少一年执行一次再校 准。当然,在重要应用中,再校准频率将更高

校准器有哪些类型?
校准器的形式和功能因它们要校准的设备而异。用 于校准红外线高温计(高温温度计)的黑体校准器 通常有一个发射率极高的目标板,目标板的温度可 以控制在极窄的公差范围内。要校准高温计,将高 温计测得的目标板的温度读数与目标板已知的受控 温度进行比较。接着,对高温计进行调整,直到两 者之间的任何差异小到无关紧要为止。

用于校准测温探头的金属块校准器包括一个金属块,该金属块可以加热至 精确温度。这些温度与插入金属块内的测温探头得到的温度进行比较。一 般情况下测温探头无法调整,因此这一过程是一种校验过程,而不是真正 的校准。
要校准盘装仪表和温度控制器等设备,常常使用一种称为参比信号装置的 设备。它是一种可以产生已知电信号的校准器。这类设备可分为电压、电 流和频率参比信号设备。在其中一种校准器提供的信号进入相关设备后, 就可对设备的显示值或输出值进行调整,直到其与已知信号相符。模拟器 是一种特殊的参比信号装置,它产生传感器输出。通常,参比信号装置和 模拟器都可以读取并且产生信号。
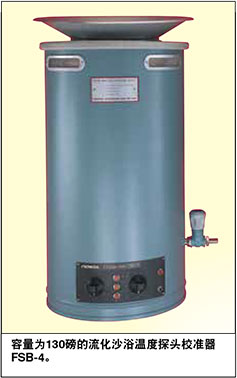
由于流化浴可提供安全、迅速的热传递以及精确的温度控制,它们可用于校准对温度敏感的设备。流化沙浴温度探头校准器采用了流态化原理,当气体(通常是低压空气或氮气)向上流过部分填充有干燥、惰性氧化铝颗粒的舱室时就会出现液态化。气体慢速流动,使颗粒运动起来,把它们分开,让 它们悬浮起来并且达到稳态。这让颗粒看起来如同湍流一般,像是沸腾的液体。不仅流态化固体的循环和流动如同液体一样,它 们还表现出优异的传热特性。插入流化浴中的温度探头极其迅速地达到稳定温度,使校准更加简便。
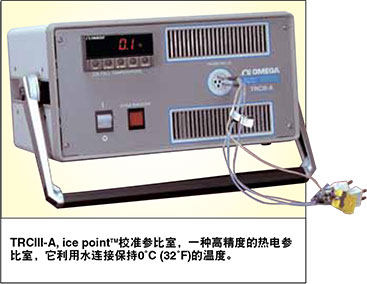
冰点校准参比室中热电冷却元件提供非常精 确、稳定的0˚C。尽管参比室常用来校准或 检验温度探头,但它们有能力模拟热电偶信 号,这让它们可用来校准或者检验读取热电偶 的仪器。
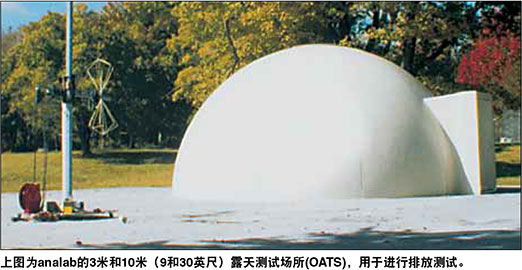
Omega的计量实验室拥有25'风洞,其中配有冷 冻器、泵和冷凝器,可让再循环空气保持在稳定 的温 度和流速。这种超大型设备用于校准风速计 和叶片式传感器。台式风洞的工作原理相同,可 在尺寸大幅减小的测试段产生极其均匀一致的流 速。

为什么校准很重要?
1934年4月12日,新罕布什尔州华盛顿山顶峰上的一台风速计测 量到有记录以来的最高地面风速:每小时231英里。这个华盛顿 山风速计已经在1933年经过校准,并在测得这次世界记录测量值 后再次校准,结果证明它是精确的。1997年12月,当一场台风 席卷关岛后,该记录似乎被打破了,美国空军基地的一台风速计 记录到时速达到236 mph的飓风。然而该读数并未维持多久,因 为美国全国极端气候委员会认定关岛风速计不可靠。对于计量学 专家来说,旧记录的继续存在是说明校准重要性的生动一课。附 注:据信,在龙卷风中出现过大于231 mph的风速,但是至今没 要使一家公司符合ISO 9001标准, 设备校准必不可少。 有记录设备承受得住这种极端天气。与传言相反,华盛顿山风速计并没有在1934年 那场风暴中吹走。今天,它被保留在华盛顿山的Observatory Summit Museum博物 馆中。

要寻找校准被忽视时会出现什么情况的更加现实的示例,只需看看冷冻食品烹制指 南中的"烤箱温度可能会变化"这句话就行了。出现这种警告的原因是大多数家用 烤箱自从出厂后就也没有再次校准过。显然,客户可以容忍这种误差幅度,但对于 厂商却是不同。要使一家公司符合ISO 9001标准,设备校准必不可少。然而,仅规 则本身并未解释为何公司认识到经常正确进行校准的重要性。
以一家为客户生产金属杆件的公司为例,客户要在流程用到这种杆件。假定,客户 规定杆件的直径为1英寸,公差为±1/500英寸。如果加工者用未经校准的游标卡尺 测量杆件直径来检验其直径,他怎么能够充满自信地说他交付的杆件就是客户订购 的杆件?
其它行业必定有过这种同样的苦痛。如果一家塑料制品厂商没有通过校准确保液态 塑料在精确且正确的温度下进入注塑机,成品中就可能出现缺口或其它缺陷。在 HVAC行业,空调机装有某种温度控制仪表。如果厂商没有定期对照空调的实际输 出校准该仪表,他将永远都不会知道他的设备是否发挥作用。

有人可能会问,为什么先进成熟的21世纪技术始终都离 不开校准。答案就是随着时间的推移,基本上所有设备 的性能都会以某种方式降低,而作为制造过程中支柱的 电子设备也不例外。随着部件老化,设备丧失稳定性, 并且偏离它们发布的规格。即便是正常的搬运也可以对 校准造成不利影响,野蛮操作无疑会使一台设备的校准 彻底丧失(虽然其外表看上去完好无损)。
鉴于计划周密的校准方案在质量、生产率和收入方面带 来的好处,其成本是合理的。尽管小型校准任务完全可 以在企业内部使用现成校准器进行,但将校准视作重中 之重的大部分大中型企业会选择独立的计量实验室/校 准实验室提供服务。超大型公司可能会考虑向自动化设 备投资,而不是执行大量日常校准,然而这类设备(与 独立实验室使用的属于同一类别)的价格昂贵,并且还 需要熟练技师操作。如果还必须从外部认证权威机构获 得认证,也会增加成本。

什么是NIST可溯源性?
美国国家标准与技术研究院(NIST)隶属 于美国商务部,它监督管理着测量标准 与技术的发展,使之符合国际单位制(SI)。NIST还承 担着通过校准与其它服务将这些标准引入美国度量制 的责任。为了帮助美国工业符合国际标准,NIST还提 供让企业可以确定测量结果可溯源性的实验室认可及其它方案。

根据NIST的定义,可溯源性为“需要建立一条与声明的基准值相比较的完整链条。”该链条的链节包括 由连续测量结果的值和不确定性组成的已记录比较。链条中每次测量的值和不确定性都可以通过中间参照标准一直 溯源到可溯源性所声称的最高参照标准。据NIST称,术语“可溯源至NIST”为“测量结果可溯源至由NIST制订并 维护的参照标准”的缩写。
NIST可溯源测量结果的提供者可以是NIST自己,也可以是其它组织。NIST称每年有超过800家公司把它们的测量标准与NIST挂钩。随后,它们可能在向客户提供测量服务、遵守法规以及增强质量保证过程中遵循这些标准。
NIST执行重量校准,但它并不是这种服务的唯一提供者。NIST拥有维护美国国家质量标准的荣耀。这一标准称为 国家千克原器K20,它保存在NIST的保险箱中,是1889年授予美国的国际千克原器的精确复制器。国际千克原器 保存在位于法国的Bureau International des Poids et Mesures(国际计量局)的保险库内。该原器含有90% 铂、10%铱。
千克在SI基本单位中是独特的,因为它仍由人工物体国际千克原器定义,而其它基本单位的定义则需要参照基本物理 性质。千克的原始定义为1升纯水在4˚C及标准大气压下的质量,但结果证明在实践中该定义复制起来太难。
典型的校准包括哪些内容?
称重系统可以很好地说明校准的一般准则。阿基米德和达芬奇通过在机械杠杆上放置经过校准的砝码与未知重量 达成平衡,从而确定其重量。这种设备一处变动是使用了多个不同长度的杠杆,并用单个标准砝码来平衡。后 来,校准过的弹簧取代了标准砝码。
液压和电子(基于应变计)称重传感器的使用代表着称重技术中的第一次重大设计变革。在当今的工厂中,电子 称重传感器在大多数应用中受到青睐。要检查传感器和称重传感器是否正常工作,用户必须回答以下问题:当系 统中空无一物或者未加载时,重量显示值是否归零? 在砝码加倍时,显示的重量是否加倍? 当负载的位置变化 时(负载不平衡)时,显示的重量是否保持不变? 如果回答都为是,则称重传感器及传感器有可能状况良好。
在校准之前,应该按照下面的方式检查机械系统以及称重传感器的安装:
- 检查称重传感器的电缆,并且把电缆盘起来,不要出现多余电缆。
- 如果称重系统包括多个称重传感器,应该将负载均匀分布。如果称重传感器之间的差异超过10%,应对负载 进行重新平衡并且使用垫片调整。
-
在校准过程中,用户应该能够举起容器,同时不会使其它称重传感器卸载或过载。系统设计应该考虑到升高以及水平拆卸 称重传感器的需要。

对容器进行校准时,需要用吊架或支架支撑 住校准砝码。对于ASME容器,必须在容器 制造时添加吊架或支架。达到精度为满量程 的0.25%或更高的校准通常是用静负载来进 行的,这也是唯一一种计量机构认可的校准 方法。

校准的第一步是使系统归零:
- U 在静负载校准过程中,使用标准砝码均匀地将容器装载到动负载容量的 10%。记录重量显示值,移除砝码。接下来,向容器中添加过程材料,直 到重量指示器显示与在显示校准砝码时相同的10%重量。重新向容器中装 载校准砝码并且记录读数(这次为大约20%)。重复这些步骤,直到达到 100%容量。
- U 体重校准是一种新奇并且更加快捷的方法,它使用预先称好体重的人而不 是校准砝码。过程与静负载校准相同。如果有可能让人受伤,切勿使用这 种方法。
- U "物质转移"校准方法使用其它标度检验重量。这种方法受到参照标度精 度的限制,并且可能出现由在转移过程中物质损失造成的误差。
- U 只要主称重传感器的精度是被校准系统的期望精度的3或4倍,就可以使 用主称重传感器进行校准。此过程涉及在每一步增加负载,并计算被校准 称重仪及主称重传感器的输出信号。使用的分步数以及施加力的方法(液 压或伺服电机)由用户决定。

如果称重传感器引起问题,可以进行以下4项测试:
- 机械检查:检查称重传感器是否损坏。如果变形(与原始开关相比出现弯曲、拉长、压扁),必须予以更换。查 找所有金属表面是否有扭曲或裂纹。屈面必须相互平行,并且必须垂直于端面。沿全长检查所有电缆。电缆出现 裂口或者磨痕可导致称重传感器短路。
- 零点平衡(无负载):感应区的残余应力是零点平衡偏差的常见原因。这些应力是使称重传感器过载或由周而复 始的工作循环造成的。使用电压表,在称重传感器上没有重量时测量其输出。读数应在规定零点输出信号的0.1% 范围内。如果输出超出零点平衡公差带,表示称重传感器损坏,但有可能校正。
- 电桥电阻:测量每对输入/输出导线之间的电阻。将这些读数与称重传感器的规格进行比较。一个或多个元件故障(通 常由电瞬变或雷击所致)是导致超公差读数的主要原因。
- 对地电阻:连接所有输入、输出、感应和接地导线,然后使用欧姆表测量称重传感器外壳与这些导线之间的电 阻。读数至少应该达到5,000兆欧。如果称重传感器未能通过此测试,在没有地线的情况下做第二项测试。如果 测试再次失败,称重传感器需要维修;但是如果测试成功,问题可能在电缆上。水气渗入可能会在称重传感器的 电子器件与外壳之间形成短路。
OMEGACALsmOMEGACALSM全套校准和测试服务
OMEGA锲而不舍地探寻为客户提供更多服务的新方法。为了实现这一目标,我们连续不断地扩展我们的校准服务。我们拥有多种一级和二级 NIST可溯源标准,可用于校准温度、湿度、压力、流量和力学产品。我们的内部校准标准包括完整的一系列黑体校准器,可进行红外线高温计的 校准。可提供五种校准级别,每种都有认证文件。
参考文献
Basic Metrology for ISO 9000 Certification, G. M. S. de Silva, Butterworth-Heinemann, 2002. Calibration: A Technician ’s Guide, Mike Cable, Instrumentation, Systems, and Automation Society, 2005. “Calibration Trends in the 21st Century,” Thomas Johnson, Evaluation Engineering, September 2002. Guide for the Use of the International System of Units (SI), U.S. Department of Commerce, 1995. An Introduc tion to Measurement and Calibration, Paul D. W. Campbell, Industrial Press, 1995. Measurement and Calibration Requirements for Quality Assurance to ISO 9000, Alan S. Morris, Wiley, 1998. The Metrology Handbook, J. L. Bucher, ASQ Quality Press, 2004. Traceable Temperatures: An Introduction to Temperature Measurement and Calibration, J. V. Nicholas and D. R. White, Wiley, 2001